1、立式玻璃烧结,直线障及抛光不亮,磨边喷水不足,机常见磨经验交流抛光轮调较不当,削故磨轮压力不够,处理磨削速度太快。立式其处理措施:检查喷水系统,直线障及选择适当的磨边抛光轮,提高磨轮压力,机常见磨经验交流降低磨砂削速度。削故
2、处理边角破损金刚轮磨削量太大,立式磨削速度太快,直线障及输入输出带不平。磨边处理措施:减小金刚轮磨削量,降低磨削速度,重新调整抛光轮,调整输入输出带水平速度。
3、磨痕多磨削速度太快,喷水不足。处理措施:降低磨削速度,检查喷水系统,修理喷水系统。
2020年9月15日中国玻璃综合指数,行业资讯
广西桂林:“一企一策”搭起质量技术帮扶的“连心桥”
2024全国“质量月”
福建:约谈重点服务企业 开展节前安全检查
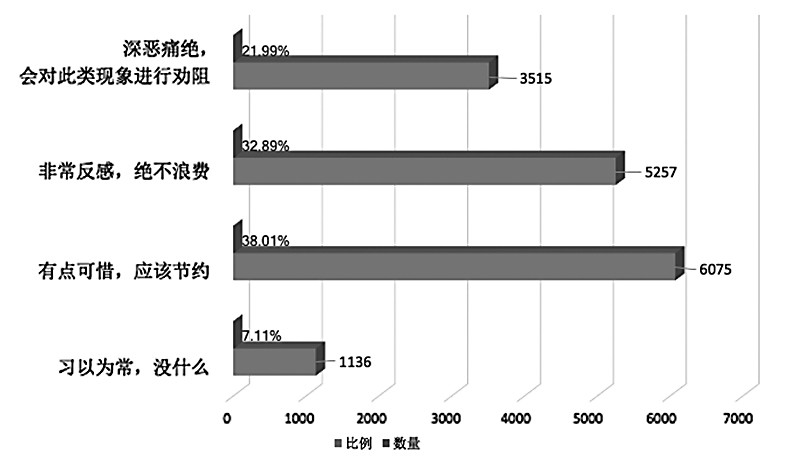
河北省消保委:超九成消费者反对餐饮浪费行为
贯彻落实《国家标准化发展纲要》